How to Make 1g-100g Gold Silver Bars
How to Make 1g-100g Gold & Silver Bars: The Definitive Guide to Efficiency and Minting Excellence

*Click here to watch the video
For investors entering the gold processing industry, balancing product quality (density & finish) with return on investment (production efficiency) is key. Based on deep industry expertise, producing 1g to 100g investment-grade bars isn’t about more machines, but about scientific configuration.
Typically, bars are made via Casting or Minting. Small bars (1g-100g) primarily use the Minting (Striking) process for mirror finishes and intricate designs.
Here is a deep dive into a standardized equipment solution that combines high efficiency with precision:
Section 1: Core Raw Material Preparation: Why “Continuous Casting” is the Top Choice
The quality of a gold bar is determined at the melting stage. For 1g-100g bars, we recommend the following choices based on budget:
① Medium Frequency Melting Furnace (Entry-Level): Ideal for small-scale, multi-variety trials. Offers high flexibility.

② Continuous Casting Machine (Advanced & Recommended): The key to industrialized production.
• Density Advantage: Continuous casting pulls gold strips directly through a cooling crystallizer, producing sheets free of internal pores with uniform density.
• Process Advantage: The resulting sheets have an exceptionally smooth surface, creating a perfect foundation for subsequent rolling and stamping, significantly reducing downstream defect rates.

Section 2: Front-End Integration: Synergizing Rolling and Blanking
After preparing high-density gold sheets, the next goal is “precise weight standardization.”
• Integrated Precision Rolling & Blanking Solution: Experience shows that integrating or closely coordinating the Rolling Mill and Blanking Press processes is the most efficient approach.
• Precision Rolling Mill: Rolls the cast sheet to the target thickness with micron-level tolerance control.

• Blanking Stage: An automatic punch press directly punches the gold strip into blank planchets (blanks) for 1g, 10g, 50g, or 100g bars.
• Maximizing Efficiency: Automated feeding systems enable rapid “coil-to-coil” or “strip-to-piece” conversion, drastically reducing manual handling and weight variance. High-volume producers should opt for fully automated feeding lines
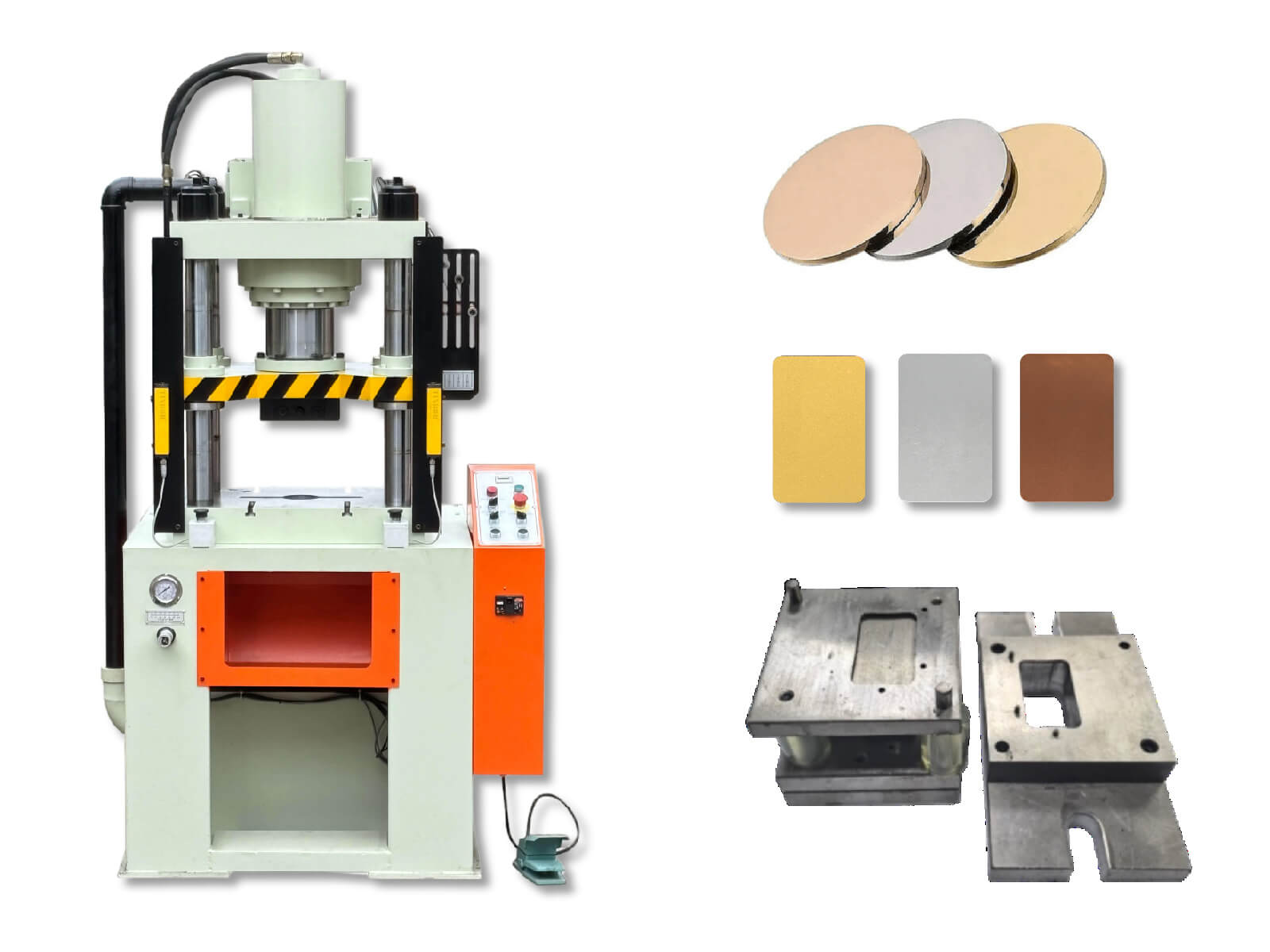
Section 3: Back-End Forming: The “Strategic Advantage” of Dual-Tonnage Hydraulic Presses
This is the core of the solution. Why not use just one press for all weights? Because the pressure requirements for 1g and 100g bars increase exponentially. To maximize efficiency, a graded configuration is essential:

3.1 Light-Duty Precision Hydraulic Press (For 1g – 20g Bars)
For small bars (1g – 20g), while theoretically tens of tons of pressure may suffice, in industrial production, a 100-ton precision hydraulic press represents the optimal “sweet spot.”
• High First-Strike Yield (Clarity & Sharpness): 100 tons provides ample pressure reserve, ensuring instant “plastic flow” in the die cavity. This results in sharper edges (no rounding), mirror-flat text bases, and avoids blurry details or incomplete pattern fill from insufficient pressure.
• Protects Precision Dies, Extends Service Life: Using a larger machine for smaller items makes dies last longer. The 100-ton press operates at 30-50% capacity for sub-20g bars, ensuring exceptional hydraulic stability and minimal platen deflection. This reduces uneven die wear compared to a smaller press running at maximum load.
• Superior Compatibility & Flexibility: The 100-ton level is a “versatile” benchmark. It perfectly handles tiny 1g-5g bars and easily accommodates 20g or even 31.1g (1 oz) bars. This future-proofs your investment, allowing production of slightly larger sizes simply by changing the die.
3.2 Heavy-Duty High-Pressure Hydraulic Press (For 50g – 100g Bars)
For larger bars (50g – 100g), industry best practice recommends a 300-ton precision hydraulic press.
• Pressure Distribution for Larger Surface Area: The surface area of a 100g bar is much larger. Sufficient unit area pressure (tons per square inch) is needed to force gold into every fine detail (micro-text, complex patterns, large mirror fields). A 100-ton press would lead to rounded edges and faint impressions.
• Overcomes “Work Hardening” for Single-Strike Formation: Gold hardens rapidly under pressure. For thick 50g-100g bars requiring significant metal flow, insufficient tonnage may necessitate multiple strikes, causing double strikes, loss of luster, or micro-cracks. A 300 ton press ensures “single-strike, final-form” perfection.
• Die Stability & Platen Parallelism: Larger bars require larger dies holding massive counter-forces. High-tonnage presses have superior frame rigidity, preventing microscopic flex under load. This guarantees absolute platen parallelism, preventing unacceptable weight and thickness variations in the final bar.
• Deep Relief & Artistic Detailing: Modern 100g bars often feature intricate high-relief designs (zodiac animals, landscapes) or extensive frosted/mirror finishes. Only 300+ tons of pressure can effectively force gold into deep die cavities, creating sharp lines and superior finishes that command higher market premiums.
*Summary & Strategic Combo:
For investors targeting the full 1g-100g range, the “100-ton + 300-ton” press combination is the ultimate “golden duo.”
✔ The 100-ton press handles high-volume small bars, generating profit through turnover efficiency.
✔ The 300-ton press produces large, high-end bars, building brand reputation with top-tier craftsmanship.
Section 4: Why This Setup is the “Efficiency King”?
| Production Stage | Equipment Strategy | Key Problem Solved |
|---|---|---|
| Melting | Continuous Caster | Eliminates porosity & density variation, boosting subsequent strike success rate. |
| Forming | Integrated Rolling/Blanking | Solves weight control challenges and high manual labor costs. |
| Striking | Dual-Tonnage Press Configuration | Solves issues of under-pressed large bars, over-pressed small bars, and rapid die wear. |
Section 5: Essential Auxiliary Equipment for Investors
A complete setup also requires:
• Automatic Weighing & Sorting System: 100% automatic weight check of blank planchets, rejecting non-conforming pieces.
• Fully Automated Polishing & Cleaning Line: Removes processing oils to reveal gold’s pristine luster.
• Vacuum Packaging Equipment: Ensures bars are “preservation-ready,” preventing fingerprints and oxidation from the moment they leave production.
*Conclusion
Producing 1g-100g gold bars follows the core logic of “stability in the front-end, precision in the back-end.” Use a continuous caster to build a perfect “foundation,” and dual-tonnage presses to create a flawless “face.” This solution not only meets initial output goals but also ensures your products possess the craftsmanship to compete with major international refiners in the global marketplace.